Polyurethane

Polyurethane synthesis, wherein the urethane groups –NH–(C=O)–O– link the molecular units.

Polyurethane foam sponge
Polyurethane (PUR and PU) is a polymer composed of organic units joined by carbamate (urethane) links. While most polyurethanes are thermosetting polymers that do not melt when heated, thermoplastic polyurethanes are also available.
Polyurethane polymers are traditionally and most commonly formed by reacting a di- or tri poly-isocyanate with a polyol. Since polyurethanes contain two types of monomers, which polymerise one after the other, they are classed as alternating copolymers. Both the isocyanates and polyols used to make polyurethanes contain, on average, two or more functional groups per molecule.
Polyurethanes are used in the manufacture of high-resilience foam seating, rigid foam insulation panels, microcellular foam seals and gaskets, durable elastomeric wheels and tires (such as roller coaster, escalator, shopping cart, elevator, and skateboard wheels), automotive suspension bushings, electrical potting compounds, high performance adhesives, surface coatings and surface sealants, synthetic fibers (e.g., Spandex), carpet underlay, hard-plastic parts (e.g., for electronic instruments), condoms,[1] and hoses.
Contents
1 History
2 Chemistry
3 Raw materials
3.1 Isocyanates
3.2 Polyols
3.3 Bio-derived materials
3.4 Chain extenders and cross linkers
3.5 Catalysts
3.6 Surfactants
4 Production
5 Health and safety
6 Manufacturing
6.1 Dispensing equipment
6.2 Tooling
7 Applications
8 Effects of visible light
9 Biodegradation
10 See also
11 References
12 External links
History

Polyurethane foam, close-up
Otto Bayer and his coworkers at IG Farben in Leverkusen, Germany, first made polyurethanes in 1937.[2][3] The new polymers had some advantages over existing plastics that were made by polymerizing olefins or by polycondensation, and were not covered by patents obtained by Wallace Carothers on polyesters.[4] Early work focused on the production of fibres and flexible foams and PUs were applied on a limited scale as aircraft coating during World War II.[4] Polyisocyanates became commercially available in 1952, and production of flexible polyurethane foam began in 1954 using toluene diisocyanate (TDI) and polyester polyols. These materials were also used to produce rigid foams, gum rubber, and elastomers. Linear fibers were produced from hexamethylene diisocyanate (HDI) and 1,4-Butanediol (BDO).
In 1956 DuPont introduced polyether polyols, specifically poly(tetramethylene ether) glycol, and BASF and Dow Chemical started selling polyalkylene glycols in 1957. Polyether polyols were cheaper, easier to handle and more water-resistant than polyester polyols, and became more popular. Union Carbide and Mobay, a U.S. Monsanto/Bayer joint venture, also began making polyurethane chemicals.[4] In 1960 more than 45,000 metric tons of flexible polyurethane foams were produced. The availability of chlorofluoroalkane blowing agents, inexpensive polyether polyols, and methylene diphenyl diisocyanate (MDI) allowed polyurethane rigid foams to be used as high-performance insulation materials. In 1967, urethane-modified polyisocyanurate rigid foams were introduced, offering even better thermal stability and flammability resistance. During the 1960s, automotive interior safety components, such as instrument and door panels, were produced by back-filling thermoplastic skins with semi-rigid foam.
In 1969, Bayer exhibited an all-plastic car in Düsseldorf, Germany. Parts of this car, such as the fascia and body panels, were manufactured using a new process called reaction injection molding (RIM), in which the reactants were mixed and then injected into a mold. The addition of fillers, such as milled glass, mica, and processed mineral fibres, gave rise to reinforced RIM (RRIM), which provided improvements in flexural modulus (stiffness), reduction in coefficient of thermal expansion and better thermal stability. This technology was used to make the first plastic-body automobile in the United States, the Pontiac Fiero, in 1983. Further increases in stiffness were obtained by incorporating pre-placed glass mats into the RIM mold cavity, also known broadly as resin injection molding, or structural RIM.
Starting in the early 1980s, water-blown microcellular flexible foams were used to mold gaskets for automotive panels and air-filter seals, replacing PVC polymers. Polyurethane foams have gained popularity in the automotive realm, and are now used in high-temperature oil-filter applications.
Polyurethane foam (including foam rubber) is sometimes made using small amounts of blowing agents to give less dense foam, better cushioning/energy absorption or thermal insulation. In the early 1990s, because of their impact on ozone depletion, the Montreal Protocol restricted the use of many chlorine-containing blowing agents, such as trichlorofluoromethane (CFC-11). By the late 1990s, blowing agents such as carbon dioxide, pentane, 1,1,1,2-tetrafluoroethane (HFC-134a) and 1,1,1,3,3-pentafluoropropane (HFC-245fa) were widely used in North America and the EU, although chlorinated blowing agents remained in use in many developing countries.[5]
Polyurethane products often are simply called "urethanes", but should not be confused with ethyl carbamate, which is also called urethane. Polyurethanes neither contain nor are produced from ethyl carbamate.
Non-isocyanate based polyurethanes (NIPUs) have been developed to mitigate health and environmental concerns associated with the use of isocyanates to synthesize polyurethanes.[6][7][8][9][10][11]
Chemistry
Polyurethanes are in the class of compounds called reaction polymers, which include epoxies, unsaturated polyesters, and phenolics.[12][13][14][15][16] Polyurethanes are produced by reacting an isocyanate containing two or more isocyanate groups per molecule (R−(N=C=O)n[17]) with a polyol containing on average two or more hydroxyl groups per molecule (R′−(OH)n[17]) in the presence of a catalyst or by activation with ultraviolet light.[18]
The properties of a polyurethane are greatly influenced by the types of isocyanates and polyols used to make it. Long, flexible segments, contributed by the polyol, give soft, elastic polymer. High amounts of crosslinking give tough or rigid polymers. Long chains and low crosslinking give a polymer that is very stretchy, short chains with lots of crosslinks produce a hard polymer while long chains and intermediate crosslinking give a polymer useful for making foam. The crosslinking present in polyurethanes means that the polymer consists of a three-dimensional network and molecular weight is very high. In some respects a piece of polyurethane can be regarded as one giant molecule. One consequence of this is that typical polyurethanes do not soften or melt when they are heated; they are thermosetting polymers. The choices available for the isocyanates and polyols, in addition to other additives and processing conditions allow polyurethanes to have the very wide range of properties that make them such widely used polymers.
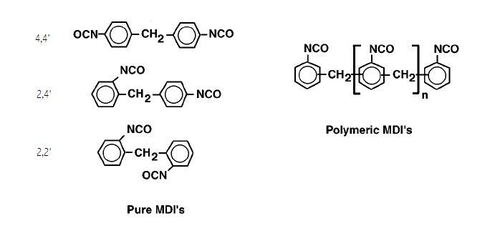
Isocyanates are very reactive materials. This makes them useful in making polymers but also requires special care in handling and use. The aromatic isocyanates, diphenylmethane diisocyanate (MDI) or toluene diisocyanate (TDI) are more reactive than aliphatic isocyanates, such as hexamethylene diisocyanate (HDI) or isophorone diisocyanate (IPDI). Most of the isocyanates are difunctional, that is they have exactly two isocyanate groups per molecule. An important exception to this is polymeric diphenylmethane diisocyanate, which is a mixture of molecules with two, three, and four or more isocyanate groups. In cases like this the material has an average functionality greater than two, commonly 2.7.
Polyols are polymers in their own right and have on average two or more hydroxyl groups per molecule. Polyether polyols are mostly made by co-polymerizing ethylene oxide and propylene oxide with a suitable polyol precursor.[19] Polyester polyols are made similarly to polyester polymers. The polyols used to make polyurethanes are not "pure" compounds since they are often mixtures of similar molecules with different molecular weights and mixtures of molecules that contain different numbers of hydroxyl groups, which is why the "average functionality" is often mentioned. Despite them being complex mixtures, industrial grade polyols have their composition sufficiently well controlled to produce polyurethanes having consistent properties. As mentioned earlier, it is the length of the polyol chain and the functionality that contribute much to the properties of the final polymer. Polyols used to make rigid polyurethanes have molecular weights in the hundreds, while those used to make flexible polyurethanes have molecular weights up to ten thousand or more.

PU reaction mechanism catalyzed by a tertiary amine

The polymerization reaction makes a polymer containing the urethane linkage, −RNHCOOR′− and is catalyzed by tertiary amines, such as 1,4-diazabicyclo[2.2.2]octane (also called DABCO), and metallic compounds, such as dibutyltin dilaurate or bismuth octanoate. Alternatively, it can be promoted by ultraviolet light.[18] This is often referred to as the gellation reaction or simply gelling.
If water is present in the reaction mixture (it is often added intentionally to make foams), the isocyanate reacts with water to form a urea linkage and carbon dioxide gas and the resulting polymer contains both urethane and urea linkages. This reaction is referred to as the blowing reaction and is catalyzed by tertiary amines like bis-(2-dimethylaminoethyl)ether.
A third reaction, particularly important in making insulating rigid foams is the isocyanate trimerization reaction, which is catalyzed by potassium octoate, for example.
One of the most desirable attributes of polyurethanes is their ability to be turned into foam. Making a foam requires the formation of a gas at the same time as the urethane polymerization (gellation) is occurring. The gas can be carbon dioxide, either generated by reacting isocyanate with water or added as a gas; it can also be produced by boiling volatile liquids. In the latter case heat generated by the polymerization causes the liquids to vaporize. The liquids can be HFC-245fa (1,1,1,3,3-pentafluoropropane) and HFC-134a (1,1,1,2-tetrafluoroethane), and hydrocarbons such as n-pentane.
![displaystyle beginarraylce R-N=C=O+H2O->[ce step 1]R1-underset atop displaystyle HC-O-H->[ce step 2][ce decomposes]R-NH2+CO2(g)\ce R-N=C=O+R-NH2->[ce step 3]-R-underset atop displaystyle HC-underset atop displaystyle HN-R-endarray](https://wikimedia.org/api/rest_v1/media/math/render/svg/b378d1a27646870d38fd12a45b00eadd5bd9fd3e)
The balance between gellation and blowing is sensitive to operating parameters including the concentrations of water and catalyst. The reaction to generate carbon dioxide involves water reacting with an isocyanate first forming an unstable carbamic acid, which then decomposes into carbon dioxide and an amine. The amine reacts with more isocyanate to give a substituted urea. Water has a very low molecular weight, so even though the weight percent of water may be small, the molar proportion of water may be high and considerable amounts of urea produced. The urea is not very soluble in the reaction mixture and tends to form separate "hard segment" phases consisting mostly of polyurea. The concentration and organization of these polyurea phases can have a significant impact on the properties of the polyurethane foam.[20]
High-density microcellular foams can be formed without the addition of blowing agents by mechanically frothing or nucleating the polyol component prior to use.
Surfactants are used in polyurethane foams to emulsify the liquid components, regulate cell size, and stabilize the cell structure to prevent collapse and surface defects. Rigid foam surfactants are designed to produce very fine cells and a very high closed cell content. Flexible foam surfactants are designed to stabilize the reaction mass while at the same time maximizing open cell content to prevent the foam from shrinking.
An even more rigid foam can be made with the use of specialty trimerization catalysts which create cyclic structures within the foam matrix, giving a harder, more thermally stable structure, designated as polyisocyanurate foams. Such properties are desired in rigid foam products used in the construction sector.
Careful control of viscoelastic properties – by modifying the catalysts and polyols used – can lead to memory foam, which is much softer at skin temperature than at room temperature.
Foams can be either "closed-cell", where most of the original bubbles or cells remain intact, or "open-cell", where the bubbles have broken but the edges of the bubbles are stiff enough to retain their shape. Open-cell foams feel soft and allow air to flow through, so they are comfortable when used in seat cushions or mattresses. Closed-cell rigid foams are used as thermal insulation, for example in refrigerators.
Microcellular foams are tough elastomeric materials used in coverings of car steering wheels or shoe soles.
Raw materials
The main ingredients to make a polyurethane are di- and triisocyanates and polyols. Other materials are added to aid processing the polymer or to modify the properties of the polymer.
Isocyanates
Isocyanates used to make polyurethane have two or more isocyanate groups on each molecule. The most commonly used isocyanates are the aromatic diisocyanates, toluene diisocyanate (TDI) and methylene diphenyl diisocyanate, MDI.
TDI and MDI are generally less expensive and more reactive than other isocyanates. Industrial grade TDI and MDI are mixtures of isomers and MDI often contains polymeric materials. They are used to make flexible foam (for example slabstock foam for mattresses or molded foams for car seats),[21] rigid foam (for example insulating foam in refrigerators) elastomers (shoe soles, for example), and so on. The isocyanates may be modified by partially reacting them with polyols or introducing some other materials to reduce volatility (and hence toxicity) of the isocyanates, decrease their freezing points to make handling easier or to improve the properties of the final polymers.
Aliphatic and cycloaliphatic isocyanates are used in smaller quantities, most often in coatings and other applications where color and transparency are important since polyurethanes made with aromatic isocyanates tend to darken on exposure to light.[22] The most important aliphatic and cycloaliphatic isocyanates are 1,6-hexamethylene diisocyanate (HDI), 1-isocyanato-3-isocyanatomethyl-3,5,5-trimethyl-cyclohexane (isophorone diisocyanate, IPDI), and 4,4′-diisocyanato dicyclohexylmethane, (H12MDI or hydrogenated MDI).
Polyols
Polyols can be polyether polyols, which are made by the reaction of epoxides with an active hydrogen containing compounds. Polyester polyols are made by the polycondensation of multifunctional carboxylic acids and polyhydroxyl compounds. They can be further classified according to their end use. Higher molecular weight polyols (molecular weights from 2,000 to 10,000) are used to make more flexible polyurethanes while lower molecular weight polyols make more rigid products.
Polyols for flexible applications use low functionality initiators such as dipropylene glycol (f = 2), glycerine (f = 3), or a sorbitol/water solution (f = 2.75).[23] Polyols for rigid applications use high functionality initiators such as sucrose (f = 8), sorbitol (f = 6), toluenediamine (f = 4), and Mannich bases (f = 4). Propylene oxide and/or ethylene oxide is added to the initiators until the desired molecular weight is achieved. The order of addition and the amounts of each oxide affect many polyol properties, such as compatibility, water-solubility, and reactivity. Polyols made with only propylene oxide are terminated with secondary hydroxyl groups and are less reactive than polyols capped with ethylene oxide, which contain primary hydroxyl groups. Graft polyols (also called filled polyols or polymer polyols) contain finely dispersed styrene–acrylonitrile, acrylonitrile, or polyurea (PHD) polymer solids chemically grafted to a high molecular weight polyether backbone. They are used to increase the load-bearing properties of low-density high-resiliency (HR) foam, as well as add toughness to microcellular foams and cast elastomers. Initiators such as ethylenediamine and triethanolamine are used to make low molecular weight rigid foam polyols that have built-in catalytic activity due to the presence of nitrogen atoms in the backbone. A special class of polyether polyols, poly(tetramethylene ether) glycols, which are made by polymerizing tetrahydrofuran, are used in high performance coating, wetting and elastomer applications.
Conventional polyester polyols are based on virgin raw materials and are manufactured by the direct polyesterification of high-purity diacids and glycols, such as adipic acid and 1,4-butanediol. Polyester polyols are usually more expensive and more viscous than polyether polyols, but they make polyurethanes with better solvent, abrasion, and cut resistance. Other polyester polyols are based on reclaimed raw materials. They are manufactured by transesterification (glycolysis) of recycled poly(ethyleneterephthalate) (PET) or dimethylterephthalate (DMT) distillation bottoms with glycols such as diethylene glycol. These low molecular weight, aromatic polyester polyols are used in rigid foam, and bring low cost and excellent flammability characteristics to polyisocyanurate (PIR) boardstock and polyurethane spray foam insulation.
Specialty polyols include polycarbonate polyols, polycaprolactone polyols, polybutadiene polyols, and polysulfide polyols. The materials are used in elastomer, sealant, and adhesive applications that require superior weatherability, and resistance to chemical and environmental attack. Natural oil polyols derived from castor oil and other vegetable oils are used to make elastomers, flexible bunstock, and flexible molded foam.
Co-polymerizing chlorotrifluoroethylene or tetrafluoroethylene with vinyl ethers containing hydroxyalkyl vinyl ether produces fluorinated (FEVE) polyols. Two-component fluorinated polyurethanes prepared by reacting FEVE fluorinated polyols with polyisocyanate have been used to make ambient cure paints and coatings. Since fluorinated polyurethanes contain a high percentage of fluorine–carbon bonds, which are the strongest bonds among all chemical bonds, fluorinated polyurethanes exhibit resistance to UV, acids, alkali, salts, chemicals, solvents, weathering, corrosion, fungi and microbial attack. These have been used for high performance coatings and paints.
Phosphorus-containing polyols are available that become chemically bonded to the polyurethane matrix for the use as flame retardants. This covalent linkage prevents migration and leaching of the organophosphorus compound.
Bio-derived materials
Interest in sustainable "green" products raised some interest in polyols derived from vegetable oils.[24][25] Many polyols are derived from renewable raw materials like vegetable oils. Vegetable oils are functionalized by different ways and modified to polyetheramide, polyethers, alkyds, etc. Various oils used in the preparation polyols for polyurethanes include soybean, cotton seed, neem seed, and castor. Renewable source used to prepare polyols may be dimer fatty acid or fatty acid.[26] Recently neem oil acetylated polyester polyol have been prepared as a renewable alternative to petro based polyols.[27] Moreover, the said polyol was used to formulate self-healing polyurethane coatings using encapsulated core materials.
Some biobased and isocyanate-free polyurethanes exploit the reaction between polyamines and cyclic carbonates to produce polyhydroxurethanes.[28]
Chain extenders and cross linkers
Chain extenders (f = 2) and cross linkers (f ≥ 3) are low molecular weight hydroxyl and amine terminated compounds that play an important role in the polymer morphology of polyurethane fibers, elastomers, adhesives, and certain integral skin and microcellular foams. The elastomeric properties of these materials are derived from the phase separation of the hard and soft copolymer segments of the polymer, such that the urethane hard segment domains serve as cross-links between the amorphous polyether (or polyester) soft segment domains. This phase separation occurs because the mainly nonpolar, low melting soft segments are incompatible with the polar, high melting hard segments. The soft segments, which are formed from high molecular weight polyols, are mobile and are normally present in coiled formation, while the hard segments, which are formed from the isocyanate and chain extenders, are stiff and immobile. Because the hard segments are covalently coupled to the soft segments, they inhibit plastic flow of the polymer chains, thus creating elastomeric resiliency. Upon mechanical deformation, a portion of the soft segments are stressed by uncoiling, and the hard segments become aligned in the stress direction. This reorientation of the hard segments and consequent powerful hydrogen bonding contributes to high tensile strength, elongation, and tear resistance values.[14][29][30][31][32]
The choice of chain extender also determines flexural, heat, and chemical resistance properties. The most important chain extenders are ethylene glycol, 1,4-butanediol (1,4-BDO or BDO), 1,6-hexanediol, cyclohexane dimethanol and hydroquinone bis(2-hydroxyethyl) ether (HQEE). All of these glycols form polyurethanes that phase separate well and form well defined hard segment domains, and are melt processable. They are all suitable for thermoplastic polyurethanes with the exception of ethylene glycol, since its derived bis-phenyl urethane undergoes unfavorable degradation at high hard segment levels.[12] Diethanolamine and triethanolamine are used in flex molded foams to build firmness and add catalytic activity. Diethyltoluenediamine is used extensively in RIM, and in polyurethane and polyurea elastomer formulations.
| Hydroxyl compounds – difunctional molecules | ||||
|---|---|---|---|---|
| Mol. wt | Density (g/cm3) | m.p. (°C) | b.p. (°C) | |
| Ethylene glycol | 62.1 | 1.110 | −13.4 | 197.4 |
| Diethylene glycol | 106.1 | 1.111 | −8.7 | 245.5 |
| Triethylene glycol | 150.2 | 1.120 | −7.2 | 287.8 |
| Tetraethylene glycol | 194.2 | 1.123 | −9.4 | 325.6 |
| Propylene glycol | 76.1 | 1.032 | Supercools | 187.4 |
| Dipropylene glycol | 134.2 | 1.022 | Supercools | 232.2 |
| Tripropylene glycol | 192.3 | 1.110 | Supercools | 265.1 |
| 1,3-Propanediol | 76.1 | 1.060 | −28 | 210 |
| 1,3-Butanediol | 92.1 | 1.005 | — | 207.5 |
| 1,4-Butanediol | 92.1 | 1.017 | 20.1 | 235 |
| Neopentyl glycol | 104.2 | — | 130 | 206 |
| 1,6-Hexanediol | 118.2 | 1.017 | 43 | 250 |
| 1,4-Cyclohexanedimethanol | — | — | — | — |
| HQEE | — | — | — | — |
| Ethanolamine | 61.1 | 1.018 | 10.3 | 170 |
| Diethanolamine | 105.1 | 1.097 | 28 | 271 |
| Methyldiethanolamine | 119.1 | 1.043 | −21 | 242 |
| Phenyldiethanolamine | 181.2 | — | 58 | 228 |
| Hydroxyl compounds – trifunctional molecules | ||||
| Mol. wt | Density (g/cm3) | m.p. (°C) | b.p. (°C) | |
| Glycerol | 92.1 | 1.261 | 18.0 | 290 |
| Trimethylolpropane | — | — | — | — |
| 1,2,6-Hexanetriol | — | — | — | — |
| Triethanolamine | 149.2 | 1.124 | 21 | — |
| Hydroxyl compounds – tetrafunctional molecules | ||||
| Mol. wt | Density (g/cm3) | m.p. (°C) | b.p. (°C) | |
| Pentaerythritol | 136.2 | — | 260.5 | — |
N,N,N′,N′-Tetrakis (2-hydroxypropyl) ethylenediamine | — | — | — | — |
| Amine compounds – difunctional molecules | ||||
| Mol. wt | Density (g/cm3) | m.p. (°C) | b.p. (°C) | |
| Diethyltoluenediamine | 178.3 | 1.022 | — | 308 |
| Dimethylthiotoluenediamine | 214.0 | 1.208 | — | — |
Catalysts
Polyurethane catalysts can be classified into two broad categories, basic and acidic amine. Tertiary amine catalysts function by enhancing the nucleophilicity of the diol component. Alkyl tin carboxylates, oxides and mercaptides oxides function as mild Lewis acids in accelerating the formation of polyurethane. As bases, traditional amine catalysts include triethylenediamine (TEDA, also called DABCO, 1,4-diazabicyclo[2.2.2]octane), dimethylcyclohexylamine (DMCHA), dimethylethanolamine (DMEA), and bis-(2-dimethylaminoethyl)ether, a blowing catalyst also called A-99. A typical Lewis acidic catalyst is dibutyltin dilaurate. The process is highly sensitive to the nature of the catalyst and is also known to be autocatalytic.[34]
Factors affecting catalyst selection include balancing three reactions: urethane (polyol+isocyanate, or gel) formation, the urea (water+isocyanate, or "blow") formation, or the isocyanate trimerization reaction (e.g., using potassium acetate, to form isocyanurate rings). A variety of specialized catalysts have been developed.[35][36][37]
Surfactants
Surfactants are used to modify the characteristics of both foam and non-foam polyurethane polymers. They take the form of polydimethylsiloxane-polyoxyalkylene block copolymers, silicone oils, nonylphenol ethoxylates, and other organic compounds. In foams, they are used to emulsify the liquid components, regulate cell size, and stabilize the cell structure to prevent collapse and sub-surface voids.[38] In non-foam applications they are used as air release and antifoaming agents, as wetting agents, and are used to eliminate surface defects such as pin holes, orange peel, and sink marks.
Production
Polyurethanes are produced by mixing two or more liquid streams. The polyol stream contains catalysts, surfactants, blowing agents and so on. The two components are referred to as a polyurethane system, or simply a system. The isocyanate is commonly referred to in North America as the 'A-side' or just the 'iso'. The blend of polyols and other additives is commonly referred to as the 'B-side' or as the 'poly'.[citation needed] This mixture might also be called a 'resin' or 'resin blend'. In Europe the meanings for 'A-side' and 'B-side' are reversed.[citation needed] Resin blend additives may include chain extenders, cross linkers, surfactants, flame retardants, blowing agents, pigments, and fillers. Polyurethane can be made in a variety of densities and hardnesses by varying the isocyanate, polyol or additives.
Health and safety
Fully reacted polyurethane polymer is chemically inert.[39] No exposure limits have been established in the U.S. by OSHA (Occupational Safety and Health Administration) or ACGIH (American Conference of Governmental Industrial Hygienists). It is not regulated by OSHA for carcinogenicity.

Open-flame test. Top, untreated polyurethane foam burns vigorously. Bottom, with fire-retardant treatment.
Polyurethane polymer is a combustible solid and can be ignited if exposed to an open flame.[40] Decomposition from fire can produce significant amounts of carbon monoxide and hydrogen cyanide, in addition to nitrogen oxides, isocyanates, and other toxic products.[41] Because of the flammability of the material, it has to be treated with flame retardants (at least in case of furniture), almost all of which are considered harmful.[42][43] California later issued Technical Bulletin 117 2013 which allowed most polyurethane foam to pass flammability tests without the use of flame retardants. Green Science Policy Institute states: "Although the new standard can be met without flame retardants, it does NOT ban their
use. Consumers who wish to reduce household exposure to flame retardants can look for a TB117-2013 tag on furniture, and verify with retailers that products do not contain flame retardants."[44]
Liquid resin blends and isocyanates may contain hazardous or regulated components. Isocyanates are known skin and respiratory sensitizers. Additionally, amines, glycols, and phosphate present in spray polyurethane foams present risks.[45]
Exposure to chemicals that may be emitted during or after application of polyurethane spray foam (such as isocyanates) are harmful to human health and therefore special precautions are required during and after this process.[46]
In the United States, additional health and safety information can be found through organizations such as the Polyurethane Manufacturers Association (PMA) and the Center for the Polyurethanes Industry (CPI), as well as from polyurethane system and raw material manufacturers. Regulatory information can be found in the Code of Federal Regulations Title 21 (Food and Drugs) and Title 40 (Protection of the Environment). In Europe, health and safety information is available from ISOPA,[47] the European Diisocyanate and Polyol Producers Association.
Manufacturing
The methods of manufacturing polyurethane finished goods range from small, hand pour piece-part operations to large, high-volume bunstock and boardstock production lines. Regardless of the end-product, the manufacturing principle is the same: to meter the liquid isocyanate and resin blend at a specified stoichiometric ratio, mix them together until a homogeneous blend is obtained, dispense the reacting liquid into a mold or on to a surface, wait until it cures, then demold the finished part.
Dispensing equipment
Although the capital outlay can be high, it is desirable to use a meter-mix or dispense unit for even low-volume production operations that require a steady output of finished parts. Dispense equipment consists of material holding (day) tanks, metering pumps, a mix head, and a control unit. Often, a conditioning or heater-chiller unit is added to control material temperature in order to improve mix efficiency, cure rate, and to reduce process variability. Choice of dispense equipment components depends on shot size, throughput, material characteristics such as viscosity and filler content, and process control. Material day tanks may be single to hundreds of gallons in size, and may be supplied directly from drums, IBCs (intermediate bulk containers, such as totes), or bulk storage tanks. They may incorporate level sensors, conditioning jackets, and mixers. Pumps can be sized to meter in single grams per second up to hundreds of pounds per minute. They can be rotary, gear, or piston pumps, or can be specially hardened lance pumps to meter liquids containing highly abrasive fillers such as chopped or hammer milled glass fibres and wollastonite.

A high pressure polyurethane dispense unit, showing control panel, high pressure pump, integral day tanks, and hydraulic drive unit.

A high pressure mix head, showing simple controls. Front view.

A high pressure mix head, showing material supply and hydraulic actuator lines. Rear view.



The pumps can drive low-pressure (10 to 30 bar, 1 to 3 MPa) or high-pressure (125 to 250 bar, 12.5 to 25.0 MPa) dispense systems. Mix heads can be simple static mix tubes, rotary element mixers, low-pressure dynamic mixers, or high-pressure hydraulically actuated direct impingement mixers. Control units may have basic on/off and dispense/stop switches, and analogue pressure and temperature gauges, or may be computer controlled with flow meters to electronically calibrate mix ratio, digital temperature and level sensors, and a full suite of statistical process control software. Add-ons to dispense equipment include nucleation or gas injection units, and third or fourth stream capability for adding pigments or metering in supplemental additive packages.

A low pressure mix head with calibration chamber installed, showing material supply and air actuator lines.

Low pressure mix head components, including mix chambers, conical mixers, and mounting plates.

5-gallon (20-liter) material day tanks for supplying a low pressure dispense unit.



Tooling
Distinct from pour-in-place, bun and boardstock, and coating applications, the production of piece parts requires tooling to contain and form the reacting liquid.
The choice of mold-making material is dependent on the expected number of uses to end-of-life (EOL), molding pressure, flexibility, and heat transfer characteristics.
RTV silicone is used for tooling that has an EOL in the thousands of parts. It is typically used for molding rigid foam parts, where the ability to stretch and peel the mold around undercuts is needed.
The heat transfer characteristic of RTV silicone tooling is poor. High-performance, flexible polyurethane elastomers are also used in this way.
Epoxy, metal-filled epoxy, and metal-coated epoxy is used for tooling that has an EOL in the tens of thousands of parts. It is typically used for molding flexible foam cushions and seating, integral skin and microcellular foam padding, and shallow-draft RIM bezels and fascia. The heat transfer characteristic of epoxy tooling is fair; the heat transfer characteristic of metal-filled and metal-coated epoxy is good. Copper tubing can be incorporated into the body of the tool, allowing hot water to circulate and heat the mold surface.
Aluminum is used for tooling that has an EOL in the hundreds of thousands of parts. It is typically used for molding microcellular foam gasketing and cast elastomer parts, and is milled or extruded into shape.
Mirror-finish stainless steel is used for tooling that imparts a glossy appearance to the finished part. The heat transfer characteristic of metal tooling is excellent.
Finally, molded or milled polypropylene is used to create low-volume tooling for molded gasket applications. Instead of many expensive metal molds, low-cost plastic tooling can be formed from a single metal master, which also allows greater design flexibility. The heat transfer characteristic of polypropylene tooling is poor, which must be taken into consideration during the formulation process.
Applications
In 2007, the global consumption of polyurethane raw materials was above 12 million metric tons, the average annual growth rate is about 5%.[48] Revenues generated with PUR on the global market are expected to rise to approximately US$80 billion by 2020.[49]
Effects of visible light

Polyurethane foam made with an aromatic isocyanate, which has been exposed to UV light. Readily apparent is the discoloration that occurs over time.
Polyurethanes, especially those made using aromatic isocyanates, contain chromophores that interact with light. This is of particular interest in the area of polyurethane coatings, where light stability is a critical factor and is the main reason that aliphatic isocyanates are used in making polyurethane coatings. When PU foam, which is made using aromatic isocyanates, is exposed to visible light, it discolors, turning from off-white to yellow to reddish brown. It has been generally accepted that apart from yellowing, visible light has little effect on foam properties.[50][51] This is especially the case if the yellowing happens on the outer portions of a large foam, as the deterioration of properties in the outer portion has little effect on the overall bulk properties of the foam itself.
It has been reported that exposure to visible light can affect the variability of some physical property test results.[52]
Higher-energy UV radiation promotes chemical reactions in foam, some of which are detrimental to the foam structure.[53]
Biodegradation
Two species of the Ecuadorian fungus Pestalotiopsis are capable of biodegrading polyurethane in aerobic and anaerobic conditions such as found at the bottom of landfills.[54] Degradation of polyurethane items at museums has been reported.[55]
Polyester-type polyurethanes are more easily biodegraded by fungus than polyether-type.[56]
See also
- Thermoset polymer matrix
- Thermoplastic polyurethanes
- Passive fire protection
- Penetrant (mechanical, electrical, or structural)
References
^ About Health: Polyurethane Condoms
^ Bayer, Otto (1947). "Das Di-Isocyanat-Polyadditionsverfahren (Polyurethane)". Angewandte Chemie. 59 (9): 257–72. doi:10.1002/ange.19470590901..mw-parser-output cite.citationfont-style:inherit.mw-parser-output qquotes:"""""""'""'".mw-parser-output code.cs1-codecolor:inherit;background:inherit;border:inherit;padding:inherit.mw-parser-output .cs1-lock-free abackground:url("//upload.wikimedia.org/wikipedia/commons/thumb/6/65/Lock-green.svg/9px-Lock-green.svg.png")no-repeat;background-position:right .1em center.mw-parser-output .cs1-lock-limited a,.mw-parser-output .cs1-lock-registration abackground:url("//upload.wikimedia.org/wikipedia/commons/thumb/d/d6/Lock-gray-alt-2.svg/9px-Lock-gray-alt-2.svg.png")no-repeat;background-position:right .1em center.mw-parser-output .cs1-lock-subscription abackground:url("//upload.wikimedia.org/wikipedia/commons/thumb/a/aa/Lock-red-alt-2.svg/9px-Lock-red-alt-2.svg.png")no-repeat;background-position:right .1em center.mw-parser-output .cs1-subscription,.mw-parser-output .cs1-registrationcolor:#555.mw-parser-output .cs1-subscription span,.mw-parser-output .cs1-registration spanborder-bottom:1px dotted;cursor:help.mw-parser-output .cs1-hidden-errordisplay:none;font-size:100%.mw-parser-output .cs1-visible-errorfont-size:100%.mw-parser-output .cs1-subscription,.mw-parser-output .cs1-registration,.mw-parser-output .cs1-formatfont-size:95%.mw-parser-output .cs1-kern-left,.mw-parser-output .cs1-kern-wl-leftpadding-left:0.2em.mw-parser-output .cs1-kern-right,.mw-parser-output .cs1-kern-wl-rightpadding-right:0.2em
^ DE 728981, IG Farben, published 1937
^ abc Seymour, Raymond B.; Kauffman, George B. (1992). "Polyurethanes: A class of modern versatile materials". Journal of Chemical Education. 69 (11): 909. Bibcode:1992JChEd..69..909S. doi:10.1021/ed069p909.
^ Feske, Bert (October 2004). "The Use of Saytex RB-9130/9170 Low Viscosity Brominated Flame Retardant Polyols in HFC-245fa and High Water Formulations" (PDF). Polyurethanes Expo 2004. Las Vegas, NV: Alliance for the Polyurethane Industry Technical Conference. p. 309. Retrieved 2007-08-01.
^ Zhang, Keren; Nelson, Ashley M.; Talley, Samantha J.; Chen, Mingtao; Margaretta, Evan; Hudson, Amanda G.; Moore, Robert B.; Long, Timothy E. (2016). "Non-isocyanate poly(amide-hydroxyurethane)s from sustainable resources". Green Chem. 18 (17): 4667–81. doi:10.1039/C6GC01096B.
^ Delebecq, Etienne; Pascault, Jean-Pierre; Boutevin, Bernard; Ganachaud, François (2013). "On the Versatility of Urethane/Urea Bonds: Reversibility, Blocked Isocyanate, and Non-isocyanate Polyurethane". Chemical Reviews. 113 (1): 80–118. doi:10.1021/cr300195n. PMID 23082894.
^ Helou, Marion; Carpentier, Jean-François; Guillaume, Sophie M. (2011). "Poly(carbonate-urethane): An isocyanate-free procedure from α,ω-di(cyclic carbonate) telechelic poly(trimethylene carbonate)s". Green Chem. 13 (2): 266–71. doi:10.1039/c0gc00686f.
^ Javni, Ivan; Hong, Doo Pyo; Petrović, Zoran S. (2013). "Polyurethanes from soybean oil, aromatic, and cycloaliphatic diamines by nonisocyanate route". Journal of Applied Polymer Science. 128: 566–71. doi:10.1002/APP.38215.
^ Diakoumakos, Constantinos D.; Kotzev, Dimiter L. (2004). "Non-Isocyanate-Based Polyurethanes Derived upon the Reaction of Amines with Cyclocarbonate Resins". Macromolecular Symposia. 216: 37–46. doi:10.1002/masy.200451205.
^ Figovsky, Oleg; Leykin, Alexander; Shapovlov, Leonid (2016). "Non-isocyanate Polyurethanes - Yesterday, Today and Tomorrow" (PDF). International Scientific Journal for Alternative Energy and Ecology. 03-04 (191–192): 95–108. doi:10.15518/isjaee.2016.03-04.009. Retrieved 2018-05-23.
^ ab Gum, Wilson; Riese, Wolfram; Ulrich, Henri (1992). Reaction Polymers. New York: Oxford University Press. ISBN 0-19-520933-8.
^ Harrington, Ron; Hock, Kathy (1991). Flexible Polyurethane Foams. Midland: The Dow Chemical Company.
^ ab Oertel, Gunter (1985). Polyurethane Handbook. New York: Macmillen Publishing Co., Inc. ISBN 0-02-948920-2.
[page needed]
^ Ulrich, Henri (1996). Chemistry and Technology of Isocyanates. New York: John Wiley & Sons, Inc. ISBN 0-471-96371-2.
[page needed]
^ Woods, George (1990). The ICI Polyurethanes Book. New York: John Wiley & Sons, Inc. ISBN 0-471-92658-2.
[page needed]
^ ab n ≥ 2
^ ab Soto, Marc; Sebastián, Rosa María; Marquet, Jordi (2014). "Photochemical Activation of Extremely Weak Nucleophiles: Highly Fluorinated Urethanes and Polyurethanes from Polyfluoro Alcohols". The Journal of Organic Chemistry. 79 (11): 5019–27. doi:10.1021/jo5005789. PMID 24820955.
^ Petrović, Zoran S. (2008). "Polyurethanes from Vegetable Oils". Polymer Reviews. 48 (1).
^ Kaushiva, Byran D. (August 15, 1999). Structure-Property Relationships of Flexible Polyurethane Foams (Ph.D.). Virginia Polytechnic Institute.
^ "Technical data sheet from Dow Chemical". Retrieved 2007-09-15.
^ Randall, David; Lee, Steve (2002). The Polyurethanes Book. New York: Wiley. ISBN 0-470-85041-8.
^ [1], Hager, Stanley L.; James E. Knight & Gregory F. Helma, "Polyether polyols suitable for flexible polyurethane foam prepared by co-initiation of aqueous solutions of solid polyhydroxyl initiators"
^ Niemeyer, Timothy; Patel, Munjal; Geiger, Eric (September 2006). A Further Examination of Soy-Based Polyols in Polyurethane Systems. Salt Lake City, UT: Alliance for the Polyurethane Industry Technical Conference.
^ "New Twist on Green: 2008 Ford Mustang Seats Will Be Soy-Based Foam". Edmunds inside line. July 12, 2007. Archived from the original on 2008-05-31. Retrieved 2010-06-15.
^ Biobased dimer fatty acid containing two pack polyurethane for wood finished coatings, SD Rajput, PP Mahulikar, VV Gite, Progress in Organic Coatings 77 (1), 38-46
^ Development of eco-friendly polyurethane coatings based on neem oil polyetheramide, A Chaudhari, V Gite, S Rajput, P Mahulikar, R Kulkarni, Industrial crops and products 50, 550-556
^ Nohra, Bassam; Candy, Laure; Blanco, Jean-François; Guerin, Celine; Raoul, Yann; Mouloungui, Zephirin (2013). "From Petrochemical Polyurethanes to Biobased Polyhydroxyurethanes" (PDF). Macromolecules. 46 (10): 3771–92. Bibcode:2013MaMol..46.3771N. doi:10.1021/ma400197c.
^ Blackwell, J.; Nagarajan, M. R.; Hoitink, T. B. (1981). "The Structure of the Hard Segments in MDI/diol/PTMA Polyurethane Elastomers". ACS Symposium Series. Washington, D.C.: American Chemical Society. ISSN 0097-6156.
^ Blackwell, John; Gardner, Kenncorwin H. (1979). "Structure of the hard segments in polyurethane elastomers". Polymer. IPC Business Press. 20: 13–17. doi:10.1016/0032-3861(79)90035-1. ISSN 0032-3861.
^ Grillo, D. J.; Housel, T. L. (1992). "Physical Properties of Polyurethanes from Polyesters and Other Polyols". Polyurethanes '92 Conference Proceedings. New Orleans, LA: The Society of the Plastics Industry, Inc.
^ Musselman, S. G.; Santosusso, T. M.; Sperling, L. H. (1998). "Structure Versus Performance Properties of Cast Elastomers". Polyurethanes '98 Conference Proceedings. Dallas, TX: The Society of the Plastics Industry, Inc.
^
"A Guide To Glycols". 117-00991-92HYC. The Dow Chemical Company. 1992.
^ Adam, Norbert; Avar, Geza; Blankenheim, Herbert; Friederichs, Wolfgang; Giersig, Manfred; Weigand, Eckehard; Halfmann, Michael; Wittbecker, Friedrich-Wilhelm; Larimer, Donald-Richard; Maier, Udo; Meyer-Ahrens, Sven; Noble, Karl-Ludwig; Wussow, Hans-Georg (2005). "Polyurethanes". Ullmann's Encyclopedia of Industrial Chemistry. doi:10.1002/14356007.a21_665.pub2. ISBN 978-3-527-30673-2.
^ "Jeffcat Amine Catalysts for the Polyurethane Industry" (PDF). 2006. Archived from the original (PDF) on 2007-11-29. Retrieved 2007-10-23.
^ "Building quality with Air Products trimerisation catalysts" (PDF). 2003. Retrieved 2007-10-23.
^ "FOMREZ Specialty Tin Catalysts for Polyurethane Applications". 120-074-10. Crompton Corporation. January 2001.
^ Randall, David; Lee, Steve, eds. (2002). "10". The Polyurethanes Book. The United Kingdom: Huntsman International LLC, Polyurethanes business. pp. 156–159. ISBN 0470850418.
^ Dernehl, C. U. (1966). "Health hazards associated with polyurethane foams". Journal of Occupational Medicine. 8 (2): 59–62. PMID 5903304.
^ "Health Alert: Polyurethane exposure" (PDF).
^ McKenna, Sean Thomas; Hull, Terence Richard (2016). "The fire toxicity of polyurethane foams". Fire Science Reviews. 5: 3. doi:10.1186/s40038-016-0012-3.
^ "Environmental Profiles of Chemical Flame-Retardant Alternatives for Low-Density Polyurethane Foam". United States Environmental Protection Agency. September 2005.
^ "Flame Retardants Used in Flexible Polyurethane Foam – Draft Update to a 2005 Alternatives Assessment". United States Environmental Protection Agency. June 2014.
^ "Manufacturers" (PDF). greensciencepolicy.org. 2015.
^ "Help Wanted: Spray Polyurethane Foam Insulation Research". NIOSH Science Blog. CDC.
^ "Quick Safety Tips for Spray Polyurethane Foam Users". United States Environmental Protection Agency.
^ "Home : ISOPA". www.isopa.org.
^ Avar, G. (October 2008). "Polyurethanes (PU)". Kunststoffe international (10/2008): 123–7.
^ "Market Study: Polyurethanes and Isocyanates". Ceresana. July 2013.
^ "Discoloration of polyurethane foam". Foamex Information sheet. Archived from the original (PDF) on 2010-09-26. Retrieved 2010-09-26.
^ Valentine, C.; Craig, T.A.; Hager, S.L. (1993). "Inhibition of the Discoloration of Polyurethane Foam Caused by Ultraviolet Light". Journal of Cellular Plastics. 29 (6): 569–88. doi:10.1177/0021955X9302900605.
^ Blair, G. Ron; Dawe, Bob; McEvoy, Jim; Pask, Roy; de Priamus, Marcela Rusan; Wright, Carol (2007). The Effect of Visible Light on the Variability of Flexible Foam Compression Sets (PDF). Orlando, FL: Center for the Polyurethane Industry. Retrieved 2008-01-26.
^ Newman, Christopher R.; Forciniti, Daniel (2001). "Modeling the Ultraviolet Photodegradation of Rigid Polyurethane Foams". Industrial & Engineering Chemistry Research. 40 (15): 3346–52. doi:10.1021/ie0009738.
^ Russell, J. R.; Huang, J.; Anand, P.; Kucera, K.; Sandoval, A. G.; Dantzler, K. W.; Hickman, D.; Jee, J.; Kimovec, F. M.; Koppstein, D.; Marks, D. H.; Mittermiller, P. A.; Nunez, S. J.; Santiago, M.; Townes, M. A.; Vishnevetsky, M.; Williams, N. E.; Vargas, M. P. N.; Boulanger, L.-A.; Bascom-Slack, C.; Strobel, S. A. (2011). "Biodegradation of Polyester Polyurethane by Endophytic Fungi". Applied and Environmental Microbiology. 77 (17): 6076–84. doi:10.1128/AEM.00521-11. PMC 3165411. PMID 21764951.
^ Cappitelli, F.; Sorlini, C. (2007). "Microorganisms Attack Synthetic Polymers in Items Representing Our Cultural Heritage". Applied and Environmental Microbiology. 74 (3): 564–9. doi:10.1128/AEM.01768-07. PMC 2227722. PMID 18065627.
^ Tokiwa, Yutaka; Calabia, Buenaventurada P.; Ugwu, Charles U.; Aiba, Seiichi (2009). "Biodegradability of Plastics". International Journal of Molecular Sciences. 10 (9): 3722–42. doi:10.3390/ijms10093722. PMC 2769161. PMID 19865515.
External links
| Wikimedia Commons has media related to Polyurethanes. |
Center for the Polyurethanes Industry: information for EH&S issues related to polyurethanes developments
Polyurethane synthesis, Polymer Science Learning Center, University of Southern Mississippi
Polyurethane Foam Association: Industry information, educational materials and resources related to flexible polyurethane foam
PU Europe: European PU insulation industry association: (Formerly BING) European voice for the National trade associations representing the polyurethane insulation industry.
ISOPA: European Diisocyanate & Polyol Producers Association: ISOPA represents the manufacturers in Europe of aromatic diisocyanates and polyols
Authority control |
|
|---|


